

该项目用三菱Q系列PLC(可编程控制器)和GOT-F940系列触摸屏,配以一台伺服驱动器6SC610,控制一套交流伺服系统,进行水平连铸线的牵引机控制。该公司水平连铸生产线包括熔化炉、保温炉、牵引机、打卷机,生产工艺除炉温控制外,牵引机的引拉长度、时间控制精度显的非常重要,其它辅助控制均为普通逻辑控制。牵引机由交流伺服电机经摆线针轮减速箱减速后带动两齿形辊传动,两齿形辊夹紧铜带,靠摩擦力使铜带按工艺进行推、拉、停的重复动作,从而使结晶后的铜带一点点被拉出。拉出后由打卷机卷成带卷送往下道工序。
1. 系统的硬件配置为:
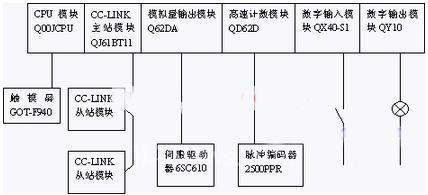
2. 系统控制原理:
(1) 通过触摸屏进行工艺参数设定(引拉长度,引拉时间,反推长度,反推时间,中间停时间,加速度等)、工艺参数表下传、设备数据状态显示、故障报警自动前台显示、编码器测试功能、PLC内部变量监视等。
(2) CC-LINK通讯模块可实现集散控制,且通过软件设置方便地分配远程I/O地址。
(3) 根据设定的工艺参数(长度L,时间t,加速度a)计算出速度(v),从模拟量输出模块输出给伺服驱动器控制伺服电机的运转。由于有特殊模块设置软件, 模拟量输出地址分配非常简单。
(4) 高速计数模块采集伺服电机转动脉冲数,从而计算出实际引拉长度,进行长度闭环控制。每一个引拉、反推的动作都需要使计数值清零,然后根据机械传动比、齿形辊直径、编码器脉冲数、工艺要求的长度计算出的给定脉冲数,去和实际转过的脉冲数比较,脉冲数转到后自动激活下一个引拉或反推过程。
3. 本套系统的优点:
(1) 由于采用了LINK通讯模块,大大节省了整个系统的配线,提高了系统的稳定性,降低了系统的故障率。
(2) 采用了触摸屏作人机界面,使操作更简便、透明。
(3) 在PLC中用速度开环和长度闭环,可适用于任何伺服驱动器控制,这是它的最大特点,也是与其它伺服定位装置不同的地方;且由于用脉冲编码器作长度反馈,控制精度高,稳定性好。
(4) 配以特殊模块设置软件,能方便地设置CC-LINK通讯模块,模拟量输出模块、高速计数模块等特殊功能模块,就像填表格一样简单。
4. 实用情况:
(1) 存储好不同品种的工艺参数,选定要加工的品种,进行工艺参数表下传,使操作简便。
(2) 任何一个操作,由于各部分间的联锁,操作不允许时,会在触摸屏上前台显示中文字幕,提示操作者不满足条件之所在。
(3) 当出现设备故障时,比如LINK通讯模块、模拟量输出模块、高速计数模块、伺服驱动器、脉冲编码器、触摸屏电量低、外部电机过热等,也能在触摸屏上前台显示中文字幕,提示操作者故障之所在,也给维修带来极大的方便。
(4) 引拉及反推长度精度达1.26微米,实际牵引次数也符合理论计算值。传动比200、齿形辊直径200mm、编码器脉冲数2500ppr,则1个脉冲计数相当于1.257微米。
主要参考文献:
1、 三菱Q系列可编程控制器可编程控制器编程手册
2、 三菱Q系列可编程控制器可编程控制器使用手册
3、 三菱GOT-F900操作手册
4、 交流进给驱动装置说明书(6SC610)






































































 京公网安备 11011202001138号
京公网安备 11011202001138号